Společnost RACOM sídlí v Novém Městě na Moravě, ale jeho osazovnu plošných spojů najdete v Blansku v nenápadné budově za komplexem ČKD. Během návštěvy nás provázeli: Zdeněk Bednařík, Jiří Hlaváč a Marek Škařupa.
Z hlasu na data
Na začátku příběhu české firmy RACOM bylo v roce 1989 výrobní družstvo Rádio, jehož členové vyvíjeli a vyráběli zařízení pro radioamatéry. Protože to dělali dobře, dostali se do povědomí veřejnosti a začaly je oslovovat firmy, které potřebovaly spolehlivé spoje k propojení. a ovládání svých systémů. Tím vznikl RACOM, zaměřený na datovou komunikaci,
shrnuje krátce historii Zdeněk Bednařík.
První radiomodem používal pásmo 160 MHz a rychlost 1200 bitů za sekundu. Postupně se přecházelo do jiných pásem a zvyšovala se přenosová rychlost. Největším odběratelem byly tehdy kromě vodáren firmy jako CCS, Slovenský plynárenský podnik a podobně.
RACOM se dnes na trhu pohybuje přes 30 let, jeho radiomodemy jsou dnes nainstalovány ve více než 100 zemích. V této kategorii patří do pětice největších výrobců na světě.
Prohlédněte si všechny fotografie z naší návštěvy najednou:




Tři způsoby spojení
Společnost RACOM se historicky zaměřovala na vývoj a výrobu úzkopásmových radiomodemů. Ty slouží v průmyslu k datové komunikaci na velkou vzdálenost, pokud nejsou potřeba velké přenosové kapacity. Využívají šířku pásma od jednotek po stovky kHz a nabízí přenosové rychlosti od desítek kilobitů až po megabit za sekundu. Hodí se zejména tam, kde je potřeba přenášet malé objemy dat v pravidelných intervalech – typicky jde o sledování a ovládání technologických procesů nebo distribučních sítí, bezpečnostní agentury a všechno, co je označováno jako kritická infrastruktura.
Většina těchto zařízení jde na export, zejména do míst, kde není běžně dostupná komunikační infrastruktura.
Základem je stanice, do které se připojí všechna potřebná čidla či ovládací prvky. Ta se pak pomocí rádia propojí s dalšími okolními stanicemi a může je využívat k přenosu dat na dispečink. Není to omezeno jen na klasickou hvězdu, ale umíme vytvořit paketovou síť, která sama najde optimální trasu a v případě výpadku využije jiný směr.
Pro tyto účely se používají pásma mezi 130 MHz a 1 GHz, takže je možné efektivně pokrývat rozsáhlá území s členitou geografií. Lze tak snadno pokrýt oblasti, kam mobilní signál ještě dlouho nedosáhne.

V roce 2005 pak začala firma vyrábět vlastní GSM routery a později přidala i LTE. Je to výborný doplněk k radiomodemům. U celulárních sítí nelze garantovat stejnou dostupnost a redundanci,
vysvětluje Hlaváč. Například u živelných katastrof poměrně rychle mobilní síť selhává, úzkopásmové radiomodemy ale mohou běžet dále, protože jsou nezávislé a díky nízkému příkonu mohou být napájeny velmi dlouho z baterií. Většina zákazníků od nás má obojí a vhodně oba přístupy kombinují.
Radiomodemy je možné najít i na velmi neobvyklých místech. Používají se například pro řízení nákladních vlaků na rudu v Chile, přenos informací o poloze vozů v dopravních podnicích, řízení semaforů nebo třeba detekci tsunami na Filipínách. Tam jsou na bójích v moři instalována čidla měřící výšku hladiny. Dispečink tak může mít včas varovné informace o blížící se vlně,
vysvětluje Hlaváč.
Od roku 2009 pak firma vyrábí také mikrovlnné spoje, v současné době se uvádí na trh třetí generace. Přestože RACOM do tohoto oboru vstoupil později než ostatní tuzemští výrobci, prodává dnes více mikrovlnných spojů než všichni lokální výrobci dohromady. Přestože mikrovlny začaly nejpozději, proběhl u nich velmi bouřlivý vývoj a dohnaly naše dvě starší produktové řady. Takže z hlediska rozsahu výroby je to teď zhruba na třetiny,
říká Hlaváč.
V každém modemu je umístěn procesor ARM, na kterém běží Linux. To je také důvod, proč je celé řešení velmi modulární a je možné ho přizpůsobit na míru konkrétnímu nasazení. Má to také výhodu při bezdrátové aktualizaci. Nahrát do modemů novou verzi Linuxu je výrazně jednodušší než distribuovat novou verzi Windows,
směje se Hlaváč. Při nízkých přenosových kapacitách je potřeba počítat s tím, že se nová verze systému bude do vzdáleného routeru přesouvat několik hodin.
Vlastní výroba zlepšuje spolehlivost
RACOM sám nevyrábí desky plošných spojů, nechává si je dodávat od několika výrobců: v Čechách, Německu i Rakousku. Občas používáme i Čínu, ale to až je proces úplně zvládnutý a stejně používáme renomované výrobce. Na konci života produktu už se jde hodně na cenu a odladěné zařízení jsme schopni takto vyrábět v požadované kvalitě.
Nároky na dlouhodobý bezporuchový provoz zařízení vyráběných firmou RACOM jsou mimořádně vysoké, neboť jde o rádiová zařízení, která musí po celou dobu životnosti splňovat poměrně přísné technické parametry. Jejich plnění závisí na dlouhodobé stabilitě elektrických i rádiových parametrů každého výrobku. Vliv mají i detaily a nehomogenity, které by u běžné elektroniky nevadily – například i jediná nepatrná prasklinka v desce plošných spojů či v připájení součástek na ni dokáže zhatit funkci celé desky.
Honba za kvalitou začíná výběrem součástek (nakupují se pouze od výrobců a z ověřených zdrojů) a hlídáním kvality desek plošných spojů. Proces vrcholí při osazování desek, kdy je hlídána a testována kvalita každého výrobního kroku a každého letovaného spoje. Jedině tak je možno systematicky odstraňovat potenciální zdroje všech takových potíží. Přesně to je hlavním důvodem, proč má RACOM vlastní osazovnu a nenechává si desky plošných spojů osazovat v kooperaci.
Osazování desek plošných spojů firma provádí na odděleném pracovišti v Blansku, které je 70 kilometrů od Nového Města na Moravě. Původně jsme osazovali v Metře Blansko, ale v roce 1995 jsme se rozhodli jít vlastní cestou. V té době se začínalo s plošnou montáží a SMD, do té doby jsme dělali jen klasické drátové osazování,
vysvětluje Škařupa. Metra v té době nechtěla investovat do inovací a komunikace byla příliš náročná a omezující, proto RACOM zaměstnal tři inženýry z Metry a založil svou vlastní osazovnu. Nechtěli jsme je stěhovat s celými rodinami, takže zůstali v Blansku,
směje se Škařupa.

Rozhodnutí se ukázalo jako velmi správné a projevuje se pozitivně na kvalitě výroby a eliminaci chyb. Na našich zařízeních závisí dodávky vody, distribuce plynu a jsou nasazována v mnoha kritických oblastech. Nestačí nám tedy výstupní kontrola a eliminace vadných kusů, musíme dohlížet i na proces výroby, umístění jednotlivých součástek a podobně. S vlastním výrobním procesem to můžeme dělat během výroby a průběžně proces vylepšovat,
vysvětlil Jiří Hlaváč.
Vývoj a výroba tak může být velmi těsně svázaná, využívá se zkušeností z obou stran ke zlepšování návrhu i výrobního procesu. Když si necháte desky někde osadit, už nemůžete dodatečně tak dobře zkontrolovat kvalitu výroby. Pod některé součástky už se prostě nepodíváte. My máme možnost celý proces podrobně sledovat, kontrolovat a hned napravovat případné chyby,
říká Hlaváč.
RACOM se snaží kvůli svému zaměření na průmyslové prostředí zajišťovat především co nejvyšší kvalitu a co nejdelší životnost svých výrobků. U radiomodemů máme v současné době reálnou střední dobu poruchy přes 160 let. V další generaci se chceme posunout dál, ale jsme na hranici možností technologií. Jediným způsobem, jak to udělat, je jít po detailech,
vysvětluje Hlaváč.
Linka pro osazování desek
Přicházíme do menší haly, ve které jsou k vidění samotné stroje k osazování plošných spojů. Jsou to vlastně dlouhé zakryté linky, na jejichž začátku je zásobník dodaných desek bez součástek. Automatický podavač z něj vybírá desky jednu podruhé, jakmile si o ně tiskárna řekne,
vysvětluje nám vedoucí výroby Zdeněk Bednařík, který nás celým procesem provede. Každá deska má svůj unikátní 2D kód, podle kterého se identifikuje v průběhu celé výroby. V databázi k ní pak máme uložené všechny informace včetně sérií osazených součástech, fotografií z kontroly a podobně. Máme celý její rodokmen.

Tiskárna funguje na principu nerezové šablony, která má v sobě laserem vypálené otvory, přes které se na správná místa nanese pájecí pasta. Je to vlastně princip sítotisku. Položíte šablonu, přejedete ji pastou a po zdvižení máte na správných místech správné množství pasty.
Pasta je vždy směsí cínových kuliček a tavidla v různých poměrech.
Po nanesení pasty stroj opticky zkontroluje, zda vše proběhlo podle zadání. Na jednom stroji máme klasickou kameru, která musí nasnímat postupně různá místa desky, druhý stroj má skenerovou hlavu. Ta je sice rychlejší, ale zase má nižší rozlišení. Obě nám ale zkontrolují, že se pasta nanesla správně.

Poté už následuje samotné osazování, před kterým je potřeba do stroje vložit zásobníky s jednotlivými součástkami. Pásek se součástkami je zasunut v nožovém podavači a součástka se odkrývá jen v jednom poli.
Každá dodávka součástek má unikátní kód a linka přesně ví, ve kterém podavači kterou součástku má.
Systém přenosu součástek na desku je vakuový, posuvná hlava si může vyměňovat různě velké nástroje, kterými je schopna nabírat z podavače různě velké součástky a umisťovat je do připravené pasty na desce. Pasta je mírně lepivá a díky ní součástky poměrně dobře drží a umožní další nezbytnou manipulaci, zejména přenesení do pece.
Linka si umí i sama hlídat, že jí operátor vkládá správné součástky. Stroj má k dispozici i elektrické testovací pole, ve kterém se automaticky testují parametry součástky z nově založeného zásobníku.
Pokud je součástka v pořádku, stroj ji běžným způsobem osadí a zásobník dále používá. V případě, že by operátor udělal chybu a založil by špatný zásobník, je chyba na začátku procesu odhalena a vše se včas zastaví.

Proces je celý řízený Linuxem, uvnitř běží celá řada procesů od sledování výroby až po komunikaci s databází. Umí hlídat spoustu věcí včetně návaznosti jednotlivých součástek, kdy některé části můžete osazovat až v případě, že máte hotové jiné.
Stejně tak, když například v některém zásobníku součástky dojdou, linka osadí jen to, co může a řekne si o doplnění.
Běžně jsou na deskách stovky různě velkých součástek po obou stranách. Na téhle je třeba sedm set součástek z obou stran a máme tu spojené čtyři desky, které se na konci procesu oddělí. Tohle linka osazuje deset až patnáct minut.
Na konci linky vyjíždějí desky osazené všemi součástkami. Ty zatím drží jen díky přilnavosti pasty. Až se desek nahromadí větší množství, přenáší se do vedlejší místnosti, kde stojí velká pec.
U pece, která nepeče
Firma se zaměřuje na osazování složitých desek v malých sériích a tomu je přizpůsoben celý proces i linka samotná. Děláme i speciální a drahé věci, které někdo potřebuje vyrobit v jednotkách nebo desítkách kusů. Naopak nejsme schopni konkurovat velkému výrobci, který umí levně osadit sto tisíc jednoduchých desek.
Vyrábí se tu jak desky pro samotný RACOM, tak i zakázky pro externí partnery.
Protože firma vyrábí malé zakázky, nevyplatí se mít pec na konci každé linky. Máme samostatně stojící pec, ve které se scházejí desky z různých linek.
Zdejší pájecí pec má deset topných zón z vrchu a deset zespodu. V prvních sedmi zónách dochází k předehřevu desky a aktivaci tavidel pájecí pasty, až v posledních třech zónách začne cín téct. Poté je přesnou dobu udržován v tekutém stavu, aby měl čas navzlínat na součástky a zapájet je,
vysvětluje Bednařík. Poté následují tři aktivní chladicí zóny opatřené ventilátory, kde se desky aktivně zchladí.
Přesný teplotní profil je dán výrobcem pasty.

Tomuto procesu pájení se přizpůsobují i výrobci součástek, které jsou ale stále citlivé na vlhkost. Při nesprávném skladování se vlhkost dostane do pouzder a při zahřátí pak může dojít až ke stonásobné expanzi vodní páry a roztržení součástky zevnitř.
Zásoby součástek jsou tu proto skladovány v uzavřených skříních, ve kterých se udržuje relativní vlhkost pod jedním procentem.
V nejteplejší oblasti má pec 260 stupňů Celsia a celý proces pájení trvá přibližně šest minut. Náš průvodce nás se smíchem upozorňuje, že jejich pec není určena k pečení. My říkáme, že se desky přetaví. Pečou se párky a pizza.
Přetavením je hlavní část procesu hotová, následuje kontrola a případné ruční dopájení.
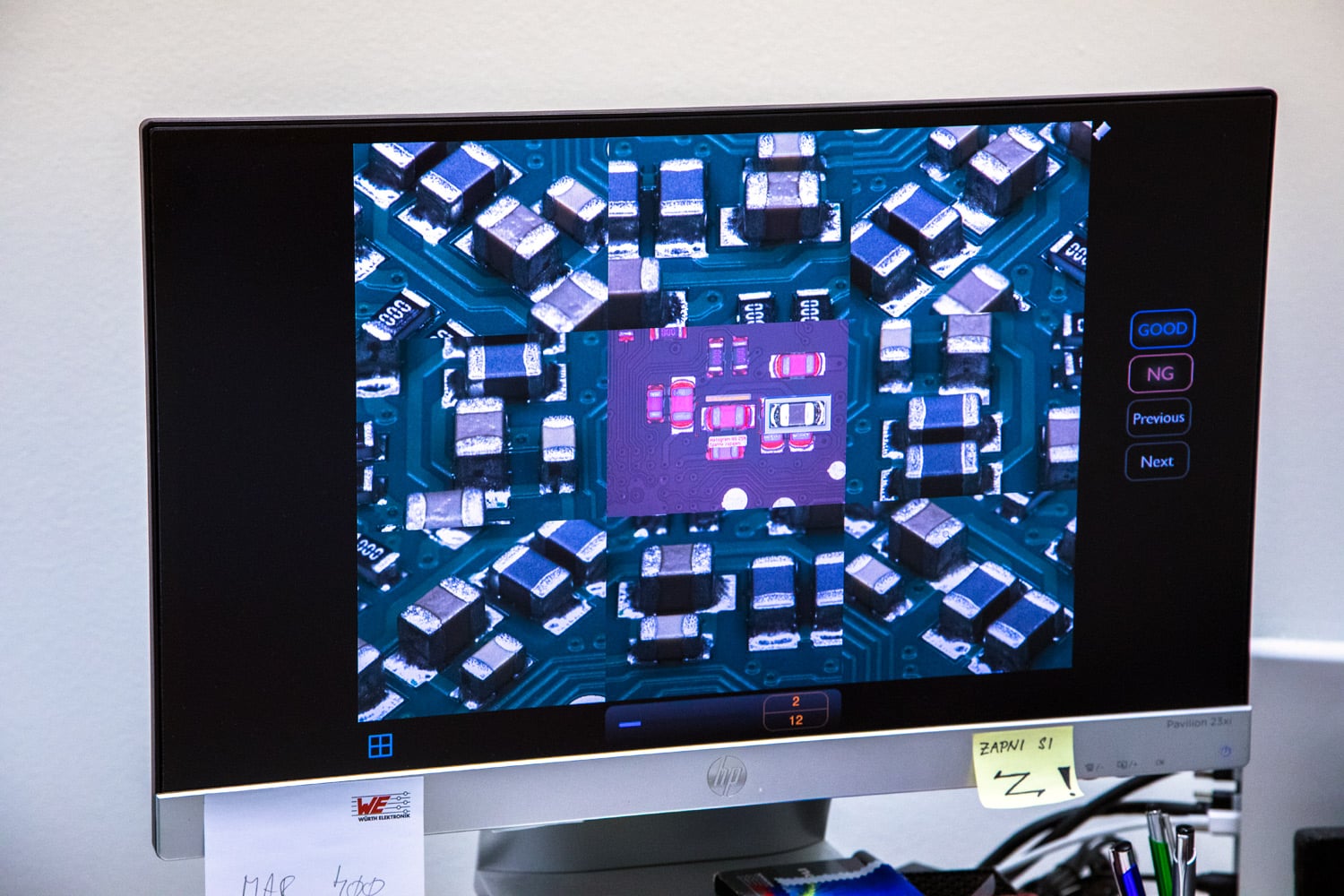
Optická kontrola
Přecházíme do malé místnosti, ve které probíhá automatická optická inspekce. Tady se kontrolují všechny naše desky, automat si načte 2D kód a do databáze pak ukládá historii celé kontroly.
Kamera pořídí ve velmi rychlém sledu sadu fotografií různých míst na desce a porovná je s požadovaným stavem.
Fotografie pořizuje celkem devět kamer: jedna centrální a osm bočních usazených v různých úhlech. Používají se tři druhy světla s různou barvou a pod různými úhly. Podle výsledné odražené barvy jste tak schopni na fotografiích vyhodnotit úhel odrazu a kontrolovat správné zaoblení.
Kontroluje se pájení spoje, popisky na součástkách a v některých případech i barva součástek. Hlídáme vlastně úplně všechno, už není nic víc, co bychom mohli kontrolovat.
U integrovaných obvodů se čte i popisek, aby bylo ověřeno, že jde o správný obvod a má na desce správnou orientaci.
Nalezené odchylky jsou pak předány operátorovi, který je musí ručně zkontrolovat. Musí vyhodnotit, jestli jde o chybu nebo o falešný poplach. Výsledek se opět ukládá do databáze.
Stále se tak nabaluje rodný list desky, o které je pak zpětně dohledatelné, jak při výrobě vypadala, jaké kontroly proběhly a co se muselo případně opravit. V databázi máme přes deset let historie naší výroby, na každou desku se můžeme zpětně podívat.
Pro kontrolu se používá i rentgen, který dokáže udělat i 3D sken, ale tady se používá především pro běžné snímkování. Nemusíte se dívat jen kolmo, můžete si štít sklopit a podívat se na součástku pod úhlem až 70 stupňů.
Použití najde především při kontrole pájení u BGA pouzder, která mají pájecí plošky pod sebou a není na ně běžným způsobem vidět. Na rentgenu můžeme zkontrolovat umístění pájecích kuliček, jejich velikost, tvar a podobně.

Ruční práce
Podle konkrétního určení a designu desky je potřeba na konci procesu přidat některé klasické součástky. Dneska je trend je nepoužívat pokud možno vůbec, ale u některých desek to není možné. Pak nastupuje ruční práce s páječkou,
vysvětluje nám Zdeněk Bednařík.
Přicházíme do laboratoře, ve které sedí několik operátorek v bílých pláštích. Každá má na starosti jinou desku, můžou se na monitoru podívat do dokumentace nebo na výsledky předchozích testů.
Všechna pracoviště jsou vybavena stejně: počítač, mikroskop, dvě páječky a další nářadí.

Pokud se při předchozí automatické kontrole objevily nějaké chyby, tady se zkontrolují pod mikroskopem a do počítače se opět uloží informace o tom, jak kontrola dopadla. Je pak vidět, jestli šlo jen o kontrolu a všechno bylo v pořádku nebo bylo potřeba provádět nějakou opravu.
Při případné budoucí závadě jsou tak k dispozici všechny informace o celém procesu.
Tato podrobná kontrola se projevuje při oživování desek. Kolegové si to velmi pochvalují, prakticky všechny chyby vychytáme už tady ve výrobě.
Snaží se tu, aby bylo chyb co nejméně. Úplně bez chyby to nebude nikdy, ale snažíme se to udělat co nejlépe. Pro to ostatní jsou tu záruční doby,
směje se Bednařík.
Mytí nakonec
Posledním místem naší cesty je velká nerezová myčka umístěná v samostatné místnosti. Všechny desky se na konci procesu myjí od zbytku tavidel, aby se deska zbavila solí.
Každé zařízení v provozu na sebe totiž nabaluje vlhkost a čím více solí na desce z výroby zbude, tím rychleji můžou na desce narůstat dendrity (shluky krystalů). Nakonec může dojít k nechtěnému zkratu.

Desky není možné nijak lakovat nebo ošetřovat, protože by desky touto úpravou změnily své elektrické vlastnosti, což by se v případě mikrovlnných spojů velmi nepříznivě projevilo. Testujeme sice nějaké materiály pro povrchové úpravy, ale vždycky je základem mít desku co nejčistší.
Hotové desky z výroby se tedy uloží do prstových rámů a vloží do myčky. Celý proces mytí probíhá takzvaným přímým postřikem. Nejprve proběhne mytí speciální mycí kapalinou, následuje první „špinavý“ oplach demineralizovanou vodou. Poté se desky přemístí do vedlejší komory a znovu omyjí ještě čistší demineralizovanou vodou. Konečný roztok musí mít vodivost do deseti mikro siemens.
Celý proces probíhá ve třech různých komorách, kde může být paralelně myto několik várek najednou.
První várka se umyje přibližně během deseti minut, poté probíhá ve druhé komoře krátký dvouminutový hrubý oplach od největšího množství solí a ve třetí komoře se pak provede konečné mytí a čtvrthodinové sušení. Myčka sama měří vodivost vody a když se překročí určitá mez, zapne se čerpadlo a na uhlíkových kartuších se voda vyčistí na původní hodnotu.
K mytí se používá mírně zásadité médium na vodní bázi, které dodává výrobce pájecí pasty nebo myčky. Už se nepoužívají alkoholová a uhlovodíková rozpouštědla, od toho se kvůli výparům a životnímu prostředí upustilo.
Přesto je ale použitá mycí kapalina považována za nebezpečný odpad. Ani ne kvůli složení mycího média, jako spíš kvůli látkám, které se z desek vymyjí. Tuto odpadní kapalinu likviduje specializovaná firma.
Osazeno, zkontrolováno a umyto
Výsledkem jsou osazené, zkontrolované a umyté desky. Poté ještě může probíhat „šokování“ desek, kdy se uzavřou do komory a minimálně čtyřikrát se přechází od –20 do +80 stupňů Celsia. Pokud by přes všechnu péči byla v některé desce chyba, při tomhle procesu se projeví dřív než v ostrém provozu.

Poté mohou desky vyrazit k zákazníkovi nebo se v případě firmy RACOM přesouvají do Nového Města, kde proběhne jejich oživení a finální montáž. Tam se zajedeme podívat někdy příště.
(Foto Karel Choc, Internet Info.)